Newsletter vol.1 しきい値と管理値
機械装置の故障予測のために「しきい値はどのように設定するのか?」という疑問がある.本ニュースレターの第1回は、製造現場でもよく議論されるこの問いについて「しきい値」と「管理図」の両方からアプローチしてみたい.
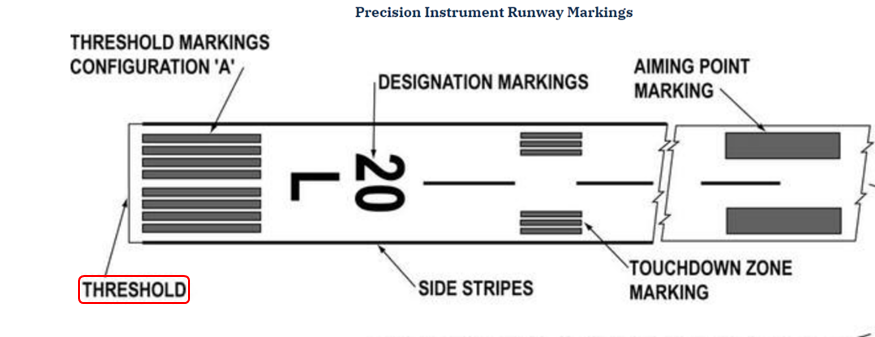
「しきい値」(英語:Threshold)とは,この数値を超えれば,異常が発生する可能性が大きくなるため監視を強化する境界値と考える.飛行場の滑走路を例に説明すると,下図に示すように滑走路の終端には「Threshold」と呼ぶ線が引かれており,ここより手前には着陸してはいけないという目印である.この例は至極単純な話で,「しきい値」には「範囲」という概念はなく,ある一点により明確に境界を示すものと考える.
一方「管理図」は昔から製造現場で用いられる管理手法で,管理限界線(管理値)を引いて運用されることが多い.この管理値の設定範囲には色々な考え方があり,±3シグマ,規格などにもとづいて管理範囲を決めるケースがよく見受けられる.この管理限界線を超えることは,すなわち,何らかの異常が発生している可能性があるため,現場はただちに対応する必要があるとされている.
これら2つの概念の間で様々な議論はあるが、ビジネスとして実際に製品を製造している現場でデータ活用に取り組んだ結果、製造現場では「しきい値」より「管理限界線」の概念を活用すべきという考えに至った.では「管理限界線」は具体的にどのようにして決めているのか,という疑問を抱かれるだろうが,アスカカンパニーでは機械の異常予測に関して,現場の熟練技能者の「勘と経験」により決定している.日々変化する機械や製品のコンディションに対して,現場の暗黙知をデータで補強しつつ管理限界線を引く,というのがアスカカンパニーの目指す『人と機械の協働』スタイルの一つである.
Threshold and control value
Ken Naganuma
“How do you set thresholds for predicting mechanical equipment failures?” is often asked to predict failures of machinery and equipment.
A threshold is a boundary value that is monitored intensively because if it is exceeded, the possibility of an anomaly occurring increases. Let me take a runway at an airfield as an example. As shown in the figure 1, a line is drawn at the end of the runway, and this line is called the “threshold”, which indicates the end of the runway. In this case, everyone “gets it”. Because of the origin of the word, “threshold” has no concept of a range, but rather indicates a clear boundary at a certain point.
Next, let us consider control charts. It is a well-known method that has been used in manufacturing for a long time. It is one of my favorite methods. One of the most popular methods is to set a control limit line. There are various ways to set the limit line, and in many cases, the limit line is determined based on variation, specifications, and so on. When the control limit line is exceeded, there is a possibility that an abnormality has occurred, and immediate action is required on site.
I believe that the concept of “control limits” should be utilized rather than “thresholds” in manufacturing. Then, how do we determine the “control limit line”? At Aska Company, machine abnormality prediction is determined by the “intuition and experience” of skilled workers on site.
長沼 恒雄,博士(情報科学)・MBA
アスカカンパニー株式会社 代表取締役 兼 CTO(最高技術責任者)
株式会社サクラクレパスで品質管理を担当.その後,父親の経営するアスカカンパニー株式会社に転職し,アメリカの現地法人社長などを経て,2代目の後継者として約20年間社長として会社を牽引.現在は3代目の弟の長沼誠に社長をバトンタッチ.
Ken Naganuma, Ph.D.(Information science),MBA
Executive Director and CTO, Aska Company Co.,Ltd.Prior to working at Aska company, he was working at quality control department of Sakura color products corp. Aska company was founded by his father in 1968 and he became the president of a local subsidiary in the U.S. He has led Aska company in Japan as the president for about 20 years. He is now passing the baton to his younger brother, Makoto Naganuma, the third-generation president.